- UID
- 96551
- 精华
- 积分
- 489
- 胶币
- 个
- 胶分
- 点
- 技术指数
- 点
- 阅读权限
- 20
- 在线时间
- 小时
- 注册时间
- 2014-11-12
- 最后登录
- 1970-1-1
|
马上注册,结交更多胶友,享用更多功能!
您需要 登录 才可以下载或查看,没有账号?注册
×
复式注塑技术一开始被用来美化消费品的外观,现颇受欢迎。各种应用都采用了这项技术,甚至可以用来增强产品功能性,如提高耐化学性、增强握持性、手感更柔软并更具吸引力。
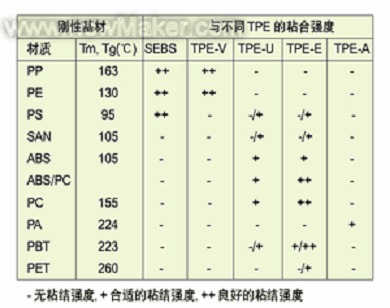
6 n( y8 l. p& p: x" w; `3 Z' m2 n. A 在复式注塑中常用的材料是热塑性弹性体(TPE)。可用于复式注塑的材料种类已大为增加。在基材(如ABS、PC、PC/ABS、PA和SAN)上进行复式注塑,普遍选用的TPE有SEBS、TPE-V、TPE-U、TPE-E和TPE-A等(如下图)- m* g9 c9 {1 p' L& c' ]
- Z n0 \; l0 K" A) U
不管是采用嵌件注塑成型还是二次注塑成型,都是将热塑性弹性体(TPE)注塑在与之相容的刚性基材上。这使得“软包覆硬”产品的功能性得到增强,如绝缘性、耐化学性、更加符合人类工程学、更佳的手感、握持性以及出众的美感。; M2 ?2 y/ e; Z, Y2 |. l% G
# @9 K& u% V8 v$ I( H& i& k6 } 嵌件成型(业内称包胶,二次注塑):嵌件成型中,先制成刚性部件(通常为比较硬的塑料部件),将其嵌入模穴中,然后在这个组件上用TPE注射成型,最后得到完整的产品。常规的注射成型设备可以用于嵌件成型。置入刚性部件时可以通过人工或机械手臂来完成。
4 i* P7 d# d+ K O, n
+ d% F o5 @& [- x 二次注射成型(业内称双色注塑及多色注塑):二次注塑成型也叫做两次注射成型、双色成型或多材质成型。这种情况下使用的专用机器带有多个料筒,用来向同一个模具中注入不同的材料。3 s/ A1 A2 }: ]( c& }
4 ?2 K0 J! i# v7 V* M
不同的复式注塑产品,可能存在制件结构、厚薄、尺寸等方面的差异,需要考虑TPE的粘度(流动性,加工性能)以及脱模性能。3 e4 b- z+ A. n `1 N% k- ]
& s) b* e& d1 r# J TPE与刚性基材的粘结强度,是复式注塑中最关键的一环,TPE的注塑温度对于TPE与刚性基材的粘结强度影响很大,合适的注塑温度,应保证TPE具有良好的加工流动性,与刚性基材有着优良的粘结性,同时材料不至于发生降解。另外,在上述两类复式注塑情形中,由于嵌件成型周期相对长些,在注塑TPE软性组件前,将刚性制件做预热烘烤处理,再将制件嵌入到模腔内,更有利于TPE与刚性制件的粘结。: x( O0 b. d$ j" B8 @! r
7 @, `$ j- v! O9 T! Z3 [! n7 |% L 了解更多TPE产品物性与资料,欢迎访问塑伯TPE技术分享网(点红色字自动跳转到网站) |
|
 |手机版|橡胶技术网.
( 沪ICP备14028905号 )
|手机版|橡胶技术网.
( 沪ICP备14028905号 )

 IP卡
IP卡 狗仔卡
狗仔卡 发表于 2014-12-4 10:41:38
发表于 2014-12-4 10:41:38
 # {* L+ n: G8 _( ~ P) t( B
# {* L+ n: G8 _( ~ P) t( B 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 显身卡
显身卡